
 Deutsch
Deutsch









Einsatz von JST Verschlussschraubendichtungen?
Sicherungsschraubendichtungen , auch genannt Lockdown-Schraubenverpackung besteht aus Elastomer und zwei Edelstahl-Endkappen aus Metall. und bietet eine zuverlässige Abdichtung in mehreren Druckbereichen und Betriebsumgebungen.
jst hat den PR2-Test durchgeführt, um die bestehenden Elastomer-/ Verschlussschraube aus Metallbis 20,000 psi in einem Temperaturbereich von -50 bis 350ºF. bestand dieser Test aus einem 20,000 psi Stickstoffgasdichtigkeitstest zusammen mit einem API PR2-Zyklustest bei 20,000 psi..
1 Testbedingungen
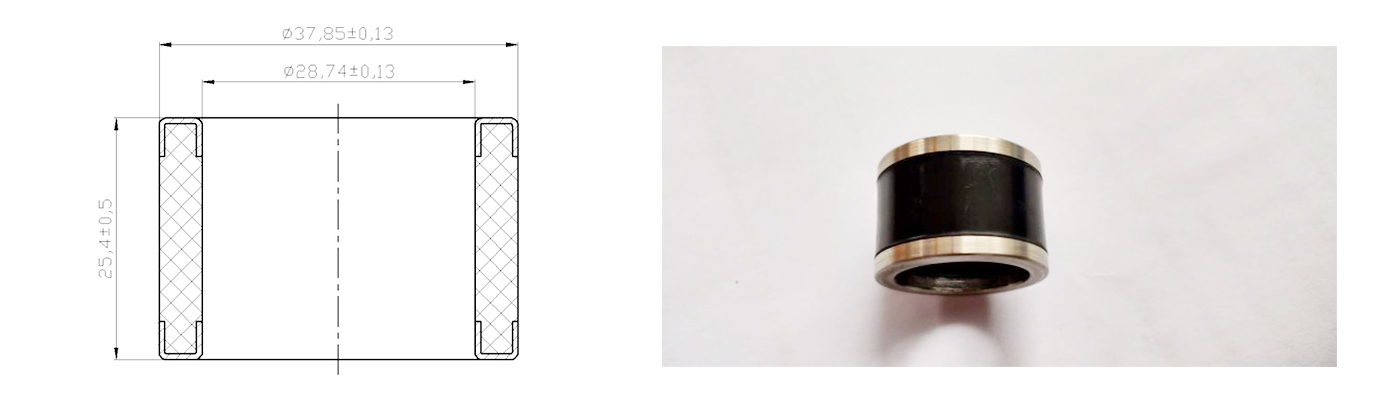
1) Produkt: Sicherungsschraubendichtungen 1.132X1.495X1”
2) Material: Glasfasergefülltes HNBR + 316 SS Endkappe
3) Temperatur: -46℃~177℃ (-50 BIS 350℉)
4) Druck: 20000 psi
5) Gastestmedium: N2
6) hydrostatisches Testmedium: N2
7) Dichtungstyp: statische Dichtung
2 Produkt
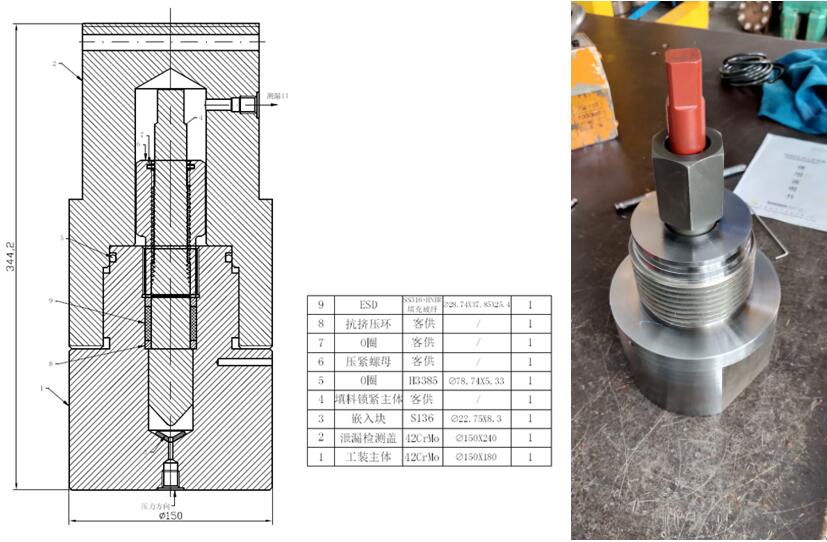
3 Befestigung und Montage
4 Testverfahren
4.1 Umgebungsprüfung (min. Drehmoment 677.5 N.M, max. Drehmoment 1084N.M)
4.1.1 Setzen Sie die LDS-Packungsbaugruppe in die Halterung ein, Fixieren Sie die Halterung, Verwenden Sie einen Drehmomentschlüssel, um die Druckmutter der LDS-Packung im Uhrzeigersinn mit einem Drehmoment von 800 N.M anzuziehen .
4.1.2 Zeichnen Sie das Betriebsdrehmoment des LDS-Körpers auf.
4.1.3 N2-Leitung mit der Halterung verbinden, Halterung in den Ofen stellen.
4.1.4 Anlegen von 20000 psi in Schritten von 5000 psi an der Vorrichtung. Halten des Drucks von 20000 psi für 15 Minuten und Überwachen der Blasenleitung auf Undichtigkeiten. Wenn der Test erfolgreich ist, mit PR2 fortfahren testen.
4.1.5 Wenn ein Leck auftritt, ziehen Sie die LSD-Packungs-Stopfbuchsmutter mit 813 N an.M. wiederholen Sie die Schritte 1.2 bis 1.4.
4.1.6 falls erforderlich, wiederholen Sie die Schritte 1.2 bis 1.4, erhöhen Sie die Drehmomente an der Stopfbuchsenmutter in Schritten von 67.75 N.M, bis das Drehmoment der Packungsdichtungen oder der Stopfbuchsmutter erreicht 1084 N.M.
4.2 API PR2-Testvorbereitung:
4.2.1 Installieren Sie den O-Ring und den Stützring in der Nut am Körper, Schrauben Sie die Leckerkennungskappe auf die Halterung und richten Sie den N2-Gasdruck ein und die Leckerkennungsleitungen. schließen Sie an Thermoelemente an den beiden Stellen am Leuchtenkörper.
5-Verfahren (gemäß API 6A Anhang F PR2)
5.1 Druckhaltetest bei Raumtemperatur (Raumtemperatur, 20000 psi)
5.1.1 Wenden Sie 20000 psi auf die Vorrichtung an und halten Sie sie 15 Minuten lang.
5.2 Druckprüfung bei maximaler Nenntemperatur (177℃/350℉, 20000 psi)
5.2.1 Druck ablassen und Vorrichtung auf 177℃/350℉ erhitzen.
5.2.2 Wenden Sie 20000 psi auf die Packung an und halten Sie den Druck eine Stunde lang.
5.3 Drucktest bei minimaler Nenntemperatur (-46℃/-50℉, 20000 psi)
5.3.1 Lassen Sie den Druck ab und kühlen Sie die Vorrichtung auf -46℃/-50℉.
5.3.2 Wenden Sie 20000 psi auf die LDS-Packung an und halten Sie den Druck eine Stunde lang.
5.3.3 Druck ablassen und Vorrichtung auf 27℃/80℉ erwärmen.
5.4 Temperatur- und Druckzyklustest (-46℃/-50℉, 20000 psi)
5.4.1 12000 psi bei 27℃/80℉ anwenden, die Temperatur auf 177℃/350℉ erhöhen, den Druck während des Erwärmungsprozesses bei 10000-20000 psi halten, und anwenden 20000 psi, wenn die Temperatur bei 177℃/350℉ stabil ist;
5.4.2 mit Druck auf die Vorrichtung, die Temperatur eine Stunde lang bei 177℃/350℉ halten;
5.4.3 Senken Sie die Temperatur auf -46℃/-50℉, Halten Sie den Druck während des Kühlvorgangs bei 10000-20000 psi, und wenden Sie 20000 psi an, wenn die Temperatur bei -46 stabil ist ℃/-50℉;
5.4.4 mit Druck auf die Halterung, die Temperatur eine Stunde lang bei -46℃/-50℉ halten;
5.4.5 hält 20000 psi auf der Packung, erhöht die Temperatur auf 27℃/80℉, Haltedruck bei 10000-20000 psi während des Erwärmungsprozesses;
5.4.6 wenn sich die Temperatur bei 27℃/80℉ stabilisiert,, den Druck ablassen. die Vorrichtung auf 177℃/350℉ erhitzen;
5.4.7 20000 psi auf die Packung auftragen und eine Stunde lang halten,, dann Druck ablassen;
5.4.8 Kühlen Sie das Gerät auf -46℃/-50℉;
5.4.9 wenden Sie 20000 psi auf die Packung an und halten Sie den Druck eine Stunde lang, und lassen Sie dann den Druck ab;
5.4.10 Erwärmen der Vorrichtung auf Umgebungstemperatur;
5.5 Umgebungstemperatur und Hochdruckhaltetest (Umgebungstemperatur, 20000 psi)
5.5.1 beaufschlage die Packung mit 20000 psi und halte den Druck eine Stunde lang.
5.6 Umgebungstemperatur und Haltetest bei niedrigem Druck (Umgebungstemperatur, 2000 psi)
5.6.1 Druck ablassen und erneut 2,000 psi auf die Packung auftragen und eine Stunde lang halten.
5.7 Druck ablassen und Prüfvorrichtung demontieren.
6 Akzeptanzstandards
während jeder Druckhalteperiode, darf kein sichtbares Leck oder Druckabfall weniger als 5 % oder 3.45 MPa (500 psi) des Prüfdrucks, betragen, je nachdem, welcher Wert geringer ist, als akzeptiert.
7 Testabschluss
pr2-Leistung von Lockdown-Schraubdichtungen bestehen API 6A 21. Ausgabe Anhang F PR2 bei Temperatur L-X (-46℃~177℃ (-50 bis 350℉)) und Arbeitsdruck von 20000 psi mit Gas als Testmedium.
Bisherige :
Prüfbericht für 5-Zoll-PackerelementeNächster :
Anwendungen von großen FS-Dichtungen und P-DichtungenKategorien
Neuer Blog



Für Anfragen zu unseren Produkten oder Pricelist, bitte gehen Sie uns an und wir werden innerhalb von 24 Uhr morgens in Kontakt treten.



 No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
No. 1, Xinyu North Road, Ningxi Street, Zengcheng District, Guangzhou, China 511340
© Urheberrechte ©: 2026 Guangzhou JST Seals Technology Co., Ltd. Alle Rechte vorbehalten.
Scannen zu WeChat




